


Lee Brass Shines
 |
 |
 |
Reprinted with permission from FOUNDRY MANAGEMENT & TECHNOLOGY
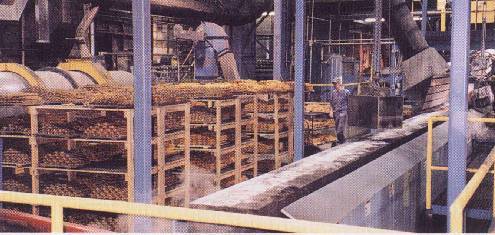
In 1998, operations at Lee Brass's combined No. 1 and 2 began beating with a new pulse. At the heart of the facility is a $2-million Disamatic 21101 MK3 automated molding line, one of the first in the world for high-production brass applications, and the only model 2110 pouring brass in the U.S.
From the synchronized belt conveyor, which extends the in-mold cooling time, molds are dropped onto a double-deck mold dump conveyor supplied by Conveyor Dynamics Corp. that runs at a 90º (right) angle from the molding line. Here, the green sand is separated from the brass castings.
This early sand/casting separation provides three benefits: 1) It facilitates casting cooling by exposing the castings to the exhaust stream air sooner than other system designs; 2) It lowers the heat transfer into the sand; 3) It allows the castings to ride on the vibrating deck to aid in removing stubborn internal cores.
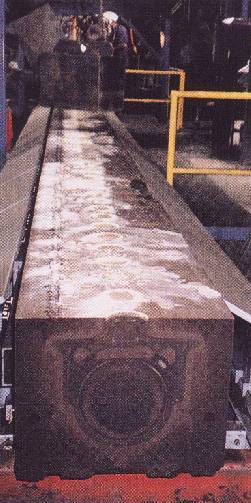
From the double deck mold-dump conveyor, the sand from the lower deck is conveyed at a 90º (right) angle, running parallel now with the Disamatic line, into the lower plenum of a doubledeck DIDION feed conveyor. From there the castings are conveyed onto the upper deck, which feeds the DIDION Rotary Media Drum®. This feed conveyor operates at a higher frequency with more vertical stroke to further aid in core removal.
Both decks of the vibratory feed conveyor are transferred into the new Mark 5 DIDION Rotary Media Drum®, where the sand and castings are gently mixed back together. The sand is blended in the inner cylinder, then sifts through the recirculating brass media and is screened to minus 3/8 in. through perforations in the internal lining. After the primary screening, the sand is back-blended in the outer cylinder and is screened again to minus 1/4 in. before being discharged from the drum. This highly conditioned return sand increases mulling efficiency and provides a smooth casting finish. Meanwhile, the castings are engulfed in a bed of protective media (truncated pyramids), where adhering sand in cavities and deep pockets is thoroughly removed. The recirculating media also acts as a heat sink to cool the castings. Immediately prior to discharging from the drum, the media is separated from the clean castings through 1-in. diameter holes and is conveyed back into the other cylinder, which returns them to the intake end. The rotary media drum operates at variable speeds for automatic degating of delicate castings.
Following the DIDION, the castings and sprue are conveyed 90º to the left to a rotary turntable for sorting. Here the castings are also inspected and fettled from the turntable. A casting transfer conveyor is divided for the castings and sprue. The sprue, gates, and runners are clean enough to go directly to remelt, which saves the handling time and cost of shot blasting.
The rotary media drum is also equipped with a secondary core sand/tramp metal discharge, where the core sand is separated from the green sand to prevent system sand contamination. This dual-purpose option also screens out flash and debris to keep the return green sand clean.
Another unique benefit of the system is that all of the vibratory conveyors feature a counterbalanced and isolated design, which allows Lee Brass to use its standard floor. This not only saved time and installation costs, but also prevented problems associated with vibration transmission.
To learn how DIDION Rotary Processing Equipment can improve the way you do business, please contact us today.